
")
 English (United Kingdom)
English (United Kingdom)


De belangrijkste voordelen van wervelen zijn onder meer hoge snijsnelheden, lange schroefdraad met een hoge oppervlaktekwaliteit, diepe schroefdraadprofielen, korte spanen, meervoudige schroefdraad en minimale gereedschapsbelasting. Ondanks deze voordelen staat de gebruiker echter voor verschillende technische uitdagingen. Een belangrijk aspect zijn de materialen die worden gebruikt voor bijvoorbeeld botschroeven. De snijkanten van de wervelende wisselplaten worden blootgesteld aan extreem hoge belastingen bij het bewerken van titanium, roestvrij staal en andere superlegeringen. Om snijkantslijtage tegen te gaan en tegelijkertijd het vereiste hoge spaanvolume en korte bewerkingstijd te behouden, moeten gereedschapsfabrikanten de gebruikte gereedschappen en processen voortdurend optimaliseren en verder ontwikkelen.
KRAPPE RUIMTES
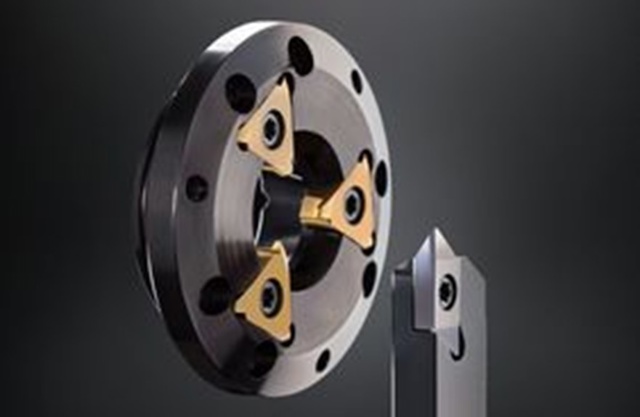
Swiss-type draaibanken worden meestal gebruikt voor de productie van precisieschroeven. Dit is een zeer productieve en ruimtebesparende machinetechniek. Een uitdaging is echter de beperkte ruimte in de machine. Daarom moeten wervelunits zeer eenvoudig te installeren en te gebruiken zijn. Dankzij het face-and-taper contactsysteem heeft de Horn-wervelkop een hoge omschakelnauwkeurigheid en is hij eenvoudig te verwisselen met slechts drie schroeven. Het duurt minder dan een minuut om de kop te vervangen op de interface van de werveleenheid, die een radiale en axiale uitloop van 0,003 mm (0,0001") biedt. Het maximale toerental is 8.000 tpm.Horn presenteert met trots een andere techniek in de vorm van high-speed (HS) wervelen. Deze technologie is tot stand gekomen in samenwerking met machinefabrikant Index-Traub. HS Whirling verhoogt de productiviteit aanzienlijk door de draai- en wervelbewerkingen parallel uit te voeren.
Met deze techniek is de snelheid hoog genoeg om te draaien voorafgaand aan het wervelen. Het draaigereedschap, dat zich tegenover het wervelgereedschap bevindt, vermindert het volume aan materiaal dat anders door het wervelgereedschap zou moeten worden verwijderd. Dit maakt een langere standtijd mogelijk en verbetert de oppervlaktekwaliteit. De wervelende koppen lijken erg op conventionele. Het enige verschil zit in de geometrie van de wisselplaten. Single-start en multi-start schroefdraad kunnen worden geproduceerd met slechts één wervelgereedschap.


PROCESBEHEERSING - WERVELEN


De belangrijkste voordelen van wervelen zijn onder meer hoge snijsnelheden, lange schroefdraad met een hoge oppervlaktekwaliteit, diepe schroefdraadprofielen, korte spanen, meervoudige schroefdraad en minimale gereedschapsbelasting. Ondanks deze voordelen staat de gebruiker echter voor verschillende technische uitdagingen. Een belangrijk aspect zijn de materialen die worden gebruikt voor bijvoorbeeld botschroeven. De snijkanten van de wervelende wisselplaten worden blootgesteld aan extreem hoge belastingen bij het bewerken van titanium, roestvrij staal en andere superlegeringen. Om snijkantslijtage tegen te gaan en tegelijkertijd het vereiste hoge spaanvolume en korte bewerkingstijd te behouden, moeten gereedschapsfabrikanten de gebruikte gereedschappen en processen voortdurend optimaliseren en verder ontwikkelen.
KRAPPE RUIMTES
Swiss-type draaibanken worden meestal gebruikt voor de productie van precisieschroeven. Dit is een zeer productieve en ruimtebesparende machinetechniek. Een uitdaging is echter de beperkte ruimte in de machine. Daarom moeten wervelunits zeer eenvoudig te installeren en te gebruiken zijn. Dankzij het face-and-taper contactsysteem heeft de Horn-wervelkop een hoge omschakelnauwkeurigheid en is hij eenvoudig te verwisselen met slechts drie schroeven. Het duurt minder dan een minuut om de kop te vervangen op de interface van de werveleenheid, die een radiale en axiale uitloop van 0,003 mm (0,0001") biedt. Het maximale toerental is 8.000 tpm.Horn presenteert met trots een andere techniek in de vorm van high-speed (HS) wervelen. Deze technologie is tot stand gekomen in samenwerking met machinefabrikant Index-Traub. HS Whirling verhoogt de productiviteit aanzienlijk door de draai- en wervelbewerkingen parallel uit te voeren.
Met deze techniek is de snelheid hoog genoeg om te draaien voorafgaand aan het wervelen. Het draaigereedschap, dat zich tegenover het wervelgereedschap bevindt, vermindert het volume aan materiaal dat anders door het wervelgereedschap zou moeten worden verwijderd. Dit maakt een langere standtijd mogelijk en verbetert de oppervlaktekwaliteit. De wervelende koppen lijken erg op conventionele. Het enige verschil zit in de geometrie van de wisselplaten. Single-start en multi-start schroefdraad kunnen worden geproduceerd met slechts één wervelgereedschap.